通过认证
通过认证
“烘干机滚圈铸钢配件的加工标准合格规范”参数说明
| 型号: | 各种型号 | 规格: | 各种规格 |
| 商标: | 建奎 | 包装: | 裸装 |
| 产量: | 680 |
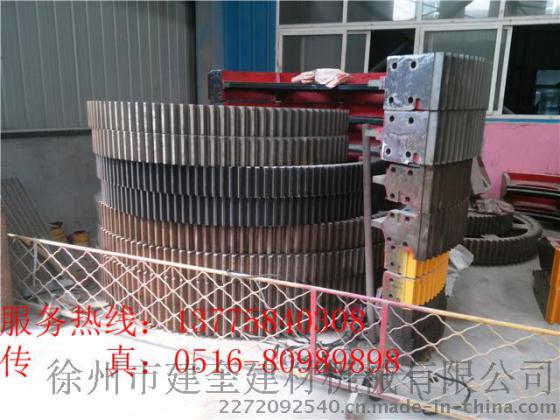
“烘干机滚圈铸钢配件的加工标准合格规范”详细介绍
最新烘干机滚圈加工技术要求:

- 烘干机滚圈要求使用电炉钢或碱性平炉钢制造,不得使用转炉钢。
- 滚圈铸件的材料应符合JC/T401.2中有关ZG310-5701的规定,化学成分:C≦,SI≦0.60,Mn≦0.90,P≦0.04,S≦0.04铸件必须正火热处理,加工后铸件硬度达到175左右。
- 铸件的缺陷不超过下述情况允许补焊。
- 外圆表面切凿宽度不超过工作宽度的10%,切凿深度不超过壁厚的25%。
- 外圆表面上切凿面积总和不超过该表面积的2%,但连同毛坯的切凿面积在内总和不超过该表面总积的4%。
- 烘干机滚圈补焊前需预热,缺陷部分补焊后,滚圈必须整体热处理,补焊部分的硬度要求稍低于母材的硬度单其中心地带与母材硬度的差值不大于10%
- 粗加工后工作表面不允许补焊,但允许工作表面有直径8x5以下的分散缺陷,工作表面缺陷不能错过4处,其他表面缺陷不能超过6处,上述缺陷须经油石细致休整后方可交货。
- 烘干机滚圈内外圆直径的实测值应用钢印打在非工作表面,并做好标记。
- 滚圈长期存放时,不得竖立或倾斜放置,以防变形。